I. From the Perspective of the Product Itself
(1) Specification Parameters
Aluminum-copper conductor high-voltage cables have a rich variety of specification parameters, providing solid technical support for their application in different high-voltage transmission scenarios.
In terms of cross-sectional specifications, the cable covers various common specifications such as 30mm², 50mm², and 95mm². The 30mm² cable has a precisely calculated conductor diameter, which can meet the installation requirements of small and medium-sized transmission lines while ensuring a certain current-carrying capacity. The 50mm² cable has a relatively larger current-carrying capacity and can meet the requirements of medium-scale power transmission. The 95mm² cable has a larger current-carrying capacity, suitable for high-current and high-power transmission scenarios. Cables of different cross-sectional specifications have different outer diameters. Generally speaking, the larger the cross-section, the larger the outer diameter, which requires considering factors such as space and laying methods during installation.
The voltage level is one of the important parameters of aluminum-copper conductor high-voltage cables. Such cables can withstand high voltages of 10kV and above, and some models can even be adapted to ultra-
High Voltage Power grids such as 220kV and 500kV. Cables of different voltage levels differ in insulation layer thickness and structural design. For example, ultra-
High Voltage Cables have thicker insulation layers to ensure that they can withstand higher electric field strengths and prevent insulation breakdown.
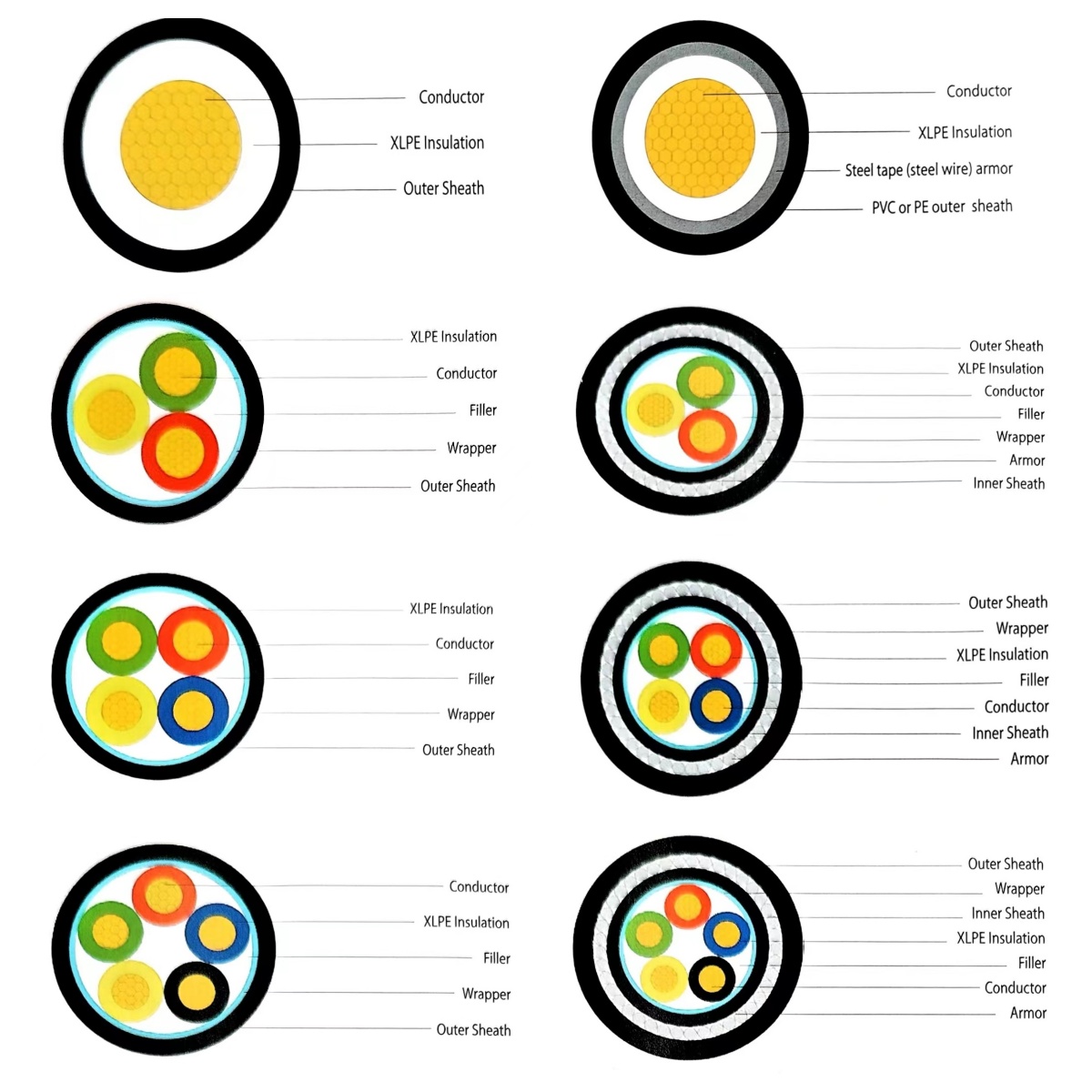
The structural parameters of the conductor are also strictly regulated. In the aluminum-copper composite conductor, the purity of the aluminum base material is usually above 99.5% to ensure its good electrical and mechanical properties. The thickness of the outer copper cladding varies according to different specifications and performance requirements. Generally, it is necessary to ensure that the copper layer is tightly bonded to the aluminum base material to avoid peeling, so as to ensure that the two materials can work together and give full play to their respective advantages.
The thickness of the insulation layer is also a key parameter. The thickness of the insulation layer made of XLPE material is designed according to the voltage level and cross-sectional specification of the cable. The higher the voltage level and the larger the cross-section, the thicker the insulation layer usually is to meet the requirements of high voltage resistance and insulation performance. At the same time, the eccentricity of the insulation layer is also strictly controlled to ensure that the insulation layer is evenly distributed, avoiding the impact on the overall performance of the cable due to local weak insulation.
The parameters of the sheath layer cannot be ignored. The thickness of the PVC or PE sheath must ensure effective mechanical protection and corrosion resistance for the cable. Cables in different laying environments may have different sheath thicknesses and performances. For models with
Steel Tape or steel wire armoring, the material, thickness, winding method and other parameters of the armor layer have clear standards to ensure that the armor layer can effectively enhance the mechanical strength and impact resistance of the cable.
(2) Characteristic Applications
Aluminum-copper conductor high-voltage cables, with their unique performance and diverse specifications, have characteristic applications in many fields, providing reliable solutions for high-voltage power transmission.
In the upgrading and transformation of urban power grids, this cable plays an important role. With the continuous growth of urban electricity demand, the transmission capacity of the original power grid can no longer meet the requirements and needs to be upgraded and transformed. The 30mm² cable is suitable for high-voltage branch lines of urban distribution networks, distributing power from the main line to various regions to meet the electricity needs of residents and businesses. The 50mm² and 95mm² cables can be used for the transformation of urban high-voltage main lines, improving the transmission capacity and stability of the power grid, and ensuring the reliable operation of urban power supply.
Grid-connected transmission of new energy
Power Stations is another important application field of this cable. In wind power and photovoltaic power stations, the generated electricity needs to be transmitted to the power grid through high-voltage cables. Since new energy power stations are usually located in remote areas, the transmission lines are long, and there are high requirements for the conductivity and reliability of the cables. The composite structure of aluminum-copper conductor high-voltage cables can not only ensure good conductivity and reduce energy loss, but also reduce the weight of the cable, lowering installation and transportation costs, which is very suitable for the grid-connected transmission needs of new energy power stations. The 95mm² cable can be used for the main transmission lines of power stations to efficiently transmit a large amount of electricity to the grid; the 30mm² and 50mm² cables can be used for branch lines and auxiliary equipment power supply in the power station.
High-voltage power supply in industrial parks is also inseparable from aluminum-copper conductor high-voltage cables. Industrial parks gather a large number of industrial enterprises, with many electrical equipment, large power, and stable and large electricity demand. The 50mm² cable can meet the high-voltage incoming line needs of industrial parks, introducing power from the grid to the park substation. The 95mm² cable can be used for high-voltage main lines in the park to provide power support for large industrial equipment. At the same time, the chemical corrosion resistance of the cable enables it to adapt to the complex environment that may exist in industrial parks, ensuring stable and reliable power transmission.
In the branch lines of small and medium-sized substations, 30mm² aluminum-copper conductor high-voltage cables are widely used. Substations are important hubs in the power system, responsible for converting high-voltage electricity to low-voltage electricity and distributing it to various users. Branch lines need to transmit electricity from the substation to surrounding electricity-consuming areas. The 30mm² cable, while ensuring transmission capacity, is easy to install and flexible, and can adapt to the complex wiring environment around the substation.
In long-distance transmission lines, 95mm² aluminum-copper conductor high-voltage cables perform well. Long-distance transmission faces problems such as large line loss and difficult installation and maintenance. The aluminum-copper composite structure of the cable can effectively reduce energy loss and improve transmission efficiency. At the same time, its lighter weight reduces the load pressure of the line, facilitating long-distance transportation and installation. In addition, its good weather resistance and corrosion resistance can adapt to different geographical and climatic environments during long-distance transmission, ensuring stable power transmission.
In some special industrial fields, such as metallurgy and chemical industry, aluminum-copper conductor high-voltage cables are also widely used. The production equipment in these industries has high power, and there are extremely high requirements for the reliability of electricity. Moreover, the production environment may have harsh conditions such as high temperature and corrosion. The insulation layer and sheath layer of the cable have good temperature resistance and chemical corrosion resistance, and can work stably in harsh environments, providing continuous and stable power support for industrial production.
(3) Material and Style
Aluminum-copper conductor high-voltage cables fully consider the special requirements of high-voltage power transmission in material selection and style design, taking into account performance, cost and reliability.
The conductor is made of aluminum-copper composite material, which is its most prominent feature. Aluminum, as the base material, has the advantages of light weight and low cost, which can effectively reduce the overall weight and production cost of the cable. At the same time, aluminum has abundant reserves and wide sources. The outer cladding of high-purity copper makes up for the deficiency of pure
Aluminum Conductors in conductivity. Copper has high conductivity, which can reduce energy loss during current transmission and improve transmission efficiency. The copper layer and the aluminum base material are tightly combined through a special process to form an integrated structure, ensuring that the two materials can work together and give full play to their respective advantages. In addition, some cables use copper-aluminum transition joints to connect the two materials. The material and structure of the transition joints are carefully designed to reduce contact resistance, avoid overheating at the joints, and ensure smooth current transmission.
The insulation layer mainly uses XLPE (cross-linked polyethylene) material. XLPE has excellent electrical performance, strong high-voltage resistance, can work stably under high electric field strength, effectively resist partial discharge and electrical tree aging, and ensure the long-term reliability of the cable's insulation performance. At the same time, XLPE has good aging resistance, can work normally in a wide temperature range of -40℃ to 90℃, and adapt to different climatic and environmental conditions. In addition, XLPE material also has good mechanical properties and chemical stability, excellent chemical corrosion resistance and water resistance, and is not easy to be eroded by harmful substances in the environment, extending the service life of the cable.
The sheath layer is usually made of PVC (polyvinyl chloride) or PE (polyethylene). The
PVC Sheath has good mechanical strength, wear resistance and corrosion resistance, and can provide effective physical protection for the cable, preventing mechanical damage and environmental erosion during cable laying and use. The PE sheath has better low-temperature resistance and
Flexibility, and performs better in cold areas or scenarios that require bending and laying. According to different laying environments and usage requirements, different materials of sheath layers can be selected to ensure the reliability and durability of the cable.
Some models of aluminum-copper conductor high-voltage cables also adopt a style design with steel tape or steel wire armoring. Steel tape armoring is mainly used for directly
Buried Cables, which can effectively resist soil pressure and external impact, protecting the cable from damage. Steel wire armoring is suitable for scenarios that need to withstand large tension, such as underwater laying or overhead laying. Steel wire armoring can enhance the tensile strength of the cable, ensuring that the cable will not break due to excessive tension during installation and use. The winding methods of the armor layer include spiral winding and concentric winding. Different winding methods can provide different protection effects, which can be selected according to specific needs.
The color and marking of the cable are also part of its style. Cables of different voltage levels and cross-sectional specifications are usually distinguished by different colors, which is convenient for identification during installation and maintenance. At the same time, the surface of the cable will be printed with clear marks, including product model, specification, voltage level, manufacturer and other information, facilitating users to understand the basic parameters and sources of the cable.
(4) Production Process
The production process of aluminum-copper conductor high-voltage cables is complex and rigorous, and each link needs to be strictly controlled to ensure that the product quality and performance meet relevant standards and requirements.
The manufacture of the conductor is the first step in the production process. First, high-purity aluminum ingots are selected for smelting and casting to make aluminum rods. The aluminum rod is extruded into an aluminum conductor base material through a continuous extruder. During the extrusion process, parameters such as temperature, pressure and speed need to be controlled to ensure the dimensional accuracy and mechanical properties of the aluminum base material. Then, an electroplating or cladding process is used to form a uniform layer of high-purity copper on the surface of the aluminum base material. The electroplating process involves placing the aluminum base material in a copper salt solution, and copper ions are deposited on the aluminum surface through electrolysis to form a copper layer; the cladding process involves wrapping a copper strip around the aluminum base material through special equipment, and making the copper strip and the aluminum base material tightly combined by welding or rolling. For cables using copper-aluminum transition joints, the transition joints need to be precision machined and treated to ensure firm connection with the aluminum-copper conductor and good electrical conductivity.
Next is the extrusion of the insulation layer. The XLPE material is added to the extruder, heated and melted, and then uniformly coated on the surface of the conductor through a mold to form an insulation layer. During the extrusion process, it is necessary to accurately control the extrusion temperature, pressure and speed to ensure that the insulation layer has a uniform thickness, a smooth surface, and is tightly combined with the conductor. The extruded insulation layer needs to undergo cross-linking treatment, usually by means of warm water cross-linking or steam cross-linking, so that the XLPE molecules undergo a cross-linking reaction to form a three-dimensional network structure, thereby improving the temperature resistance, mechanical strength and insulation performance of the insulation layer. Parameters such as temperature and time of cross-linking treatment need to be strictly controlled to ensure that the cross-linking degree meets the design requirements.
The extrusion process of the sheath layer is similar to that of the insulation layer. The PVC or PE material is heated and melted, and then coated on the surface of the insulation layer or armor layer through an extruder to form a sheath layer. During the extrusion process, it is necessary to ensure that the sheath layer has a uniform thickness, a flat surface, and is tightly combined with the internal structure. For cables with an armor layer, the armoring process is carried out first, and then the sheath layer is extruded. The armoring process is to wind the steel tape or steel wire on the surface of the insulation layer at a certain angle and tension through an armoring machine. During the winding process, the uniformity and tightness of the armor layer must be ensured to avoid loosening or excessive overlap.
During the production process, a number of intermediate inspections and finished product inspections are also required. Intermediate inspections include the detection of parameters such as conductor diameter, resistance, and copper layer thickness; the detection of insulation layer performance such as thickness, eccentricity, and cross-linking degree; the detection of armor layer quality and size, etc. Finished product inspections include tests on multiple indicators such as the cable's voltage resistance performance, insulation resistance, mechanical properties, and partial discharge, to ensure that the cable's performance meets relevant standards and design requirements.
In addition, the control of the production environment is also very important. The production workshop needs to be kept clean and dry to avoid dust, impurities, etc. affecting the cable quality. At the same time, production equipment needs to be regularly maintained and calibrated to ensure the accuracy and stability of the equipment, and improve production efficiency and the consistency of product quality.
II. From the Perspective of General Product Information
(1) Packaging
The packaging design of aluminum-copper conductor high-voltage cables fully considers the characteristics of the product and the needs of transportation and storage, aiming to protect the cable from damage during the entire circulation process and ensure the quality and performance of the product.
For coiled aluminum-copper conductor high-voltage cables, wooden cable reels are usually used for packaging. Wooden cable reels have the characteristics of high strength, moderate weight, and low cost, and can provide stable support for the cable. The size of the cable reel is designed according to the length and cross-sectional specification of the cable to ensure that the cable can be neatly wound on it, avoiding twisting and folding. During the cable winding process, the tension needs to be controlled to make the cable arranged tightly, reducing shaking during transportation.
The two sides of the cable reel are provided with solid baffles, and the height of the baffles is higher than the winding height of the cable to prevent the cable from slipping during transportation and handling. Metal connectors are usually installed on the baffles to facilitate handling with forklifts or cranes and other equipment. At the same time, a detailed label is pasted on the side of the cable reel, indicating the product name, specification model, length, voltage level, production batch number, production date, implementation standard, manufacturer and other information, which is convenient for users to identify and accept.
In order to prevent the cable from getting damp and contaminated, the outer layer of the cable is wrapped with a waterproof and moisture-proof plastic film. The plastic film should be closely attached to the surface of the cable without gaps to ensure that it can effectively block moisture, dust, etc. from entering the cable. For cables with large cross-sections and heavy weights, steel strips are used to fix the cable on the cable reel during packaging to further enhance the firmness of the packaging.
For exported aluminum-copper conductor high-voltage cables, the packaging needs to comply with international transportation standards and the relevant requirements of the destination country. Wooden cable reels need to be fumigated and accompanied by a fumigation certificate to prevent the spread of pests and diseases. The labels on the packaging need to be in English or the official language of the destination country, and the label content should be clear and accurate, facilitating customs inspection and user identification.
During storage, packaged cables should be stored in a dry, ventilated and dark warehouse, avoiding direct sunlight, rain and high-temperature environments. The cable reel should be placed on a flat ground and padded with wooden blocks to prevent the cable reel from getting damp and deformed. At the same time, it is necessary to avoid stacking heavy objects on the cable reel to prevent damage to the cable.
(2) Transportation
The transportation process of aluminum-copper conductor high-voltage cables needs to strictly follow relevant regulations and operating procedures to ensure the safety and integrity of the cable and avoid product damage due to improper transportation.
Before transportation, a comprehensive inspection of the cable packaging is required to ensure that the cable reel is firm, the baffle is intact, the label is clear, and the cable is in good winding condition without loosening or twisting. Products that do not meet the packaging requirements need to be repackaged until they meet the transportation standards.
According to the weight, length and transportation distance of the cable, select a suitable transport vehicle. Ordinary trucks can be used for short-distance transportation, and semi-trailers or special transport vehicles are suitable for long-distance transportation. The compartment of the transport vehicle should be flat and clean, without sharp debris, to prevent damage to the cable packaging and the cable itself. When loading the cable, use a forklift or crane to place the cable reel stably in the compartment, ensuring that the central axis of the cable reel is consistent with the driving direction of the vehicle to reduce the impact of centrifugal force during transportation.
The cable reel needs to be firmly fixed in the compartment to prevent rolling and collision during transportation. Usually, steel wire ropes or chains are used to connect the cable reel to the fixed points of the compartment. The tension of the steel wire ropes or chains should be moderate, ensuring that the cable reel is fixed firmly without excessive extrusion of the cable reel to avoid damaging the cable. For simultaneous transportation of multiple cable reels, a certain gap should be left between the cable reels, and partitions should be used to separate them to prevent mutual collision.
During transportation, attention should be paid to controlling the driving speed, avoiding violent operations such as sudden braking and sharp turns, and reducing the impact and vibration on the cable. When passing through bumpy sections, drive slowly to ensure the safety of the cable. At the same time, avoid the cable being exposed to direct sunlight, rain and high-temperature environments. If necessary, the cable can be covered to prevent damage to the cable due to environmental factors.
Special personnel need to be arranged for escort during transportation. The escorts should be familiar with the characteristics and transportation requirements of the cable, regularly check the fixing status and packaging status of the cable, and handle any problems in a timely manner. In case of severe weather or poor road conditions during transportation, corresponding measures should be taken promptly, and transportation should be suspended if necessary until the conditions are favorable.
Upon arrival at the destination, appropriate equipment should be used to unload the cable reels from the vehicle smoothly, avoiding damage to the reels or loosening of the cables due to improper unloading. After unloading, the receiver and the deliverer should jointly inspect the packaging and appearance of the cables, and go through the handover procedures after confirmation.
(3) Delivery
The delivery process of aluminum-copper conductor high-voltage cables is rigorous and orderly, aiming to ensure that products can be delivered to users accurately and in a timely manner, meeting their needs.
After receiving the user's order, the sales department will carefully check the order information, including product name, specification model, quantity, voltage level, delivery address, delivery time, etc., to ensure the accuracy of the order information. If there are any doubts about the order information, it will communicate with the user in a timely manner to confirm, so as to avoid delivery errors.
After the order is confirmed, the sales department will transmit the order information to the warehouse department. Warehouse managers will retrieve the corresponding products from the inventory according to the order information and conduct strict outgoing inspection on the products. The inspection contents include product specification model, quantity, packaging, label information, etc., to ensure that the delivered products are consistent with the order requirements and the product quality meets relevant standards.
For cables that need to be customized, the production department will formulate a production plan according to the order requirements and arrange production. During the production process, operations are carried out in strict accordance with production processes and quality standards to ensure product quality. After production, the products can be stored in the warehouse and wait for delivery only after passing the inspection.
Before delivery, warehouse managers will package the products according to their specifications and transportation requirements to ensure that the packaging meets the transportation standards. After packaging, the cables will be transported to the shipping area, ready for transportation arrangement. At the same time, warehouse managers will generate delivery notes, which indicate product information, transportation information, receiving information, etc., as certificates for goods transportation and handover.
The sales department will coordinate with logistics companies on transportation matters and select reputable logistics companies with relevant transportation experience to undertake the transportation task. The delivery notes and relevant materials will be handed over to the logistics company, specifying the transportation requirements and delivery time. The logistics company will arrange appropriate transport vehicles and personnel to pick up the goods from the warehouse on time.
After the goods are shipped, the sales department will promptly inform the user of the delivery information, including the name of the logistics company, the license plate number of the transport vehicle, the driver's contact information, the estimated arrival time, etc., to facilitate the user's preparation for receipt. At the same time, the sales department will track the transportation status of the goods and timely feedback the location and transportation progress of the goods to the user, ensuring that the user can keep abreast of the goods' situation.
If the user has special requirements for delivery, such as expedited delivery, designated transportation methods, etc., the sales department will try its best to coordinate to meet the user's needs and ensure that the products can be delivered on time and as required.
(4) Samples
To enable users to fully understand the performance and quality of aluminum-copper conductor high-voltage cables before purchasing, the enterprise provides sample services to help users make more appropriate purchasing decisions.
Users can apply for samples from the enterprise through various means such as telephone, email, and online consultation, indicating the specification model, voltage level, cross-sectional size of the required samples, as well as the purpose and testing requirements of the samples. After receiving the sample application, the sales department of the enterprise will review it in a timely manner to confirm the user's needs and the feasibility of the samples.
For samples of conventional specifications, the warehouse department will retrieve the corresponding products from the inventory, inspect and package them before sending them to the user. For samples of special specifications or customized ones, the production department will arrange small-batch production according to the user's requirements to ensure that the performance and quality of the samples are consistent with the batch products. During the production of samples, the same strict production processes and quality control standards as those for batch products are adopted to ensure the representativeness of the samples.
After the samples are prepared, they will be packaged appropriately to avoid damage during transportation. The packaging will be marked with the user's information and sample-related notes. Then, the samples will be sent to the user by express or logistics. The enterprise will choose a suitable transportation method according to the user's location and the urgency of the sample demand, and inform the user of the waybill number and tracking information in a timely manner, so that the user can query the transportation status of the samples.
After receiving the samples, users can conduct various performance tests, such as conductivity testing, insulation performance testing, mechanical performance testing, and high-voltage withstand testing, to verify whether the samples meet their actual needs. If users have any questions or opinions about the samples, the enterprise's technical and sales personnel will communicate with them in a timely manner, provide professional explanations and technical support, and adjust or improve the products according to the user's feedback if necessary.
The sample service not only helps users understand the products more intuitively but also provides a basis for both parties to establish trust. Through sample testing and communication, users can have a more comprehensive understanding of the performance and quality of aluminum-copper conductor high-voltage cables, thereby making more confident purchasing decisions.
(5) After-sales Service
The after-sales service of aluminum-copper conductor high-voltage cables is comprehensive and thoughtful, aiming to provide users with full-cycle support and guarantee, and solve various problems encountered by users in the process of using the products.
The enterprise provides a warranty service for its products. During the warranty period (usually 1-3 years, depending on the product model and usage scenario), if the cable fails due to product quality problems (such as insulation breakdown, conductor failure, etc.), the user can contact the enterprise's after-sales service department to apply for warranty. The after-sales service personnel will respond promptly, understand the failure situation in detail, and arrange professional technicians to conduct on-site inspection or testing of the faulty cable. After confirming that the failure is caused by product quality, the enterprise will provide free repair or replacement services according to the actual situation to ensure that the user's power transmission system can resume normal operation as soon as possible.
For product problems beyond the warranty period, the enterprise also provides paid maintenance services. Users can consult the after-sales service department about maintenance solutions and costs. The after-sales service department will formulate a reasonable maintenance plan based on the failure situation and the user's needs, and use genuine parts for maintenance to ensure the maintenance quality. At the same time, the enterprise will provide a certain warranty period for the maintenance parts to ensure the reliability of the maintenance.
Technical support is an important part of after-sales service. The enterprise has a professional technical team that can provide users with technical guidance in product installation, laying, operation, and maintenance. Users can consult the technical team through telephone, email, online communication, etc., and the technical personnel will provide detailed answers and solutions for problems encountered by users, such as reasonable selection of cable specifications, matters needing attention in laying, and troubleshooting methods. For large-scale projects, the enterprise can also send technical personnel to the site to provide on-site guidance and services.
The enterprise also conducts regular return visits to users. Through telephone calls, emails, or on-site visits, it understands the use of the products, the operation status, and the user's opinions and suggestions. Based on the return visit information, the enterprise can timely discover potential problems in the products and take preventive measures, and continuously improve the product performance and service quality according to the user's feedback. At the same time, the return visit also provides an opportunity for the enterprise to communicate with users, strengthen the cooperative relationship, and provide users with more targeted services.
In addition, the enterprise has established a complete after-sales service management system, which records the user's information, product sales, after-sales service records, etc., to achieve traceability of after-sales service. This helps to improve the efficiency of after-sales service, ensure that each user's problem can be handled in a timely manner, and continuously improve the level of after-sales service.
























 Phone
Phone E-mail
E-mail